Ни для кого не секрет, что в машиностроении процесс нарезания резьбы играет ключевую роль, так как выполняется в последнюю очередь на полностью готовом изделии.
Этот фактор чаще всего обязывает технолога подойти к выбору инструмента для нарезания резьбы крайне ответственно. Данное руководство поможет правильно сориентировать пользователя в огромном разнообразии видов метчиков и избежать наиболее часто повторяющихся ошибок при нарезании резьбы.
Типы резьбы
В современном машиностроении используется большое количество видов резьбовых соединений. В данном каталоге представлены основные виды резьбы, используемые в машиностроении. Ниже приведены основные типы резьбы, используемые в данном каталоге:
 ISO Метрическая резьба ISO Метрическая резьба
DIN 13
|
 Унифицированная дюймовая резьба UN-8 600 Унифицированная дюймовая резьба UN-8 600
ASME B1.1
для специальных диаметров и шагов
|
 ISO Метрическая резьба, мелкий шаг ISO Метрическая резьба, мелкий шаг
DIN 13
|
 Британский стандарт резьбы (Витворта), крупный шаг Британский стандарт резьбы (Витворта), крупный шаг
BS 84
|
 Унифицированная дюймовая резьба UN 600, крупный шаг Унифицированная дюймовая резьба UN 600, крупный шаг
ASME B1.1
|
 Унифицированная дюймовая резьба UN 600, экстра мелкий шаг Унифицированная дюймовая резьба UN 600, экстра мелкий шаг
ASME B1.1
|
 Унифицированная дюймовая резьба UN 600, мелкий шаг Унифицированная дюймовая резьба UN 600, мелкий шаг
ASME B1.1
|
 Американская стандарт трубной цилиндрической резьбы Американская стандарт трубной цилиндрической резьбы
ANSI B1.20.1
для механических соединений
|
 Трубная цилиндрическая резьба (Витворта) Трубная цилиндрическая резьба (Витворта)
DIN EN ISO 228
|
 Резьба электротехнического назначения Резьба электротехнического назначения
DIN 40430
|
 Американский стандарт трубной конической резьбы Американский стандарт трубной конической резьбы
ANSI/ASME B1.20.1
для резьбы с использованием уплотнительного материала, конусность 1:16
|
 Американский стандарт трубной конической резьбы Американский стандарт трубной конической резьбы
ANSI B1.20.3
для резьбы без использования уплотнительного
материала, конусность 1:16
|
 Американский стандарт трубной цилиндрической резьбы Американский стандарт трубной цилиндрической резьбы
ANSI B1.20.3
внутренняя трубная цилиндрическая резьба для топливных соединений (в т.ч. нефтяных, трубопроводных); комбинируется с наружной конической трубной резьбой NPT или PTF-SAE-SHORT; контролируется коническими калибрами
|
.jpg) Британский стандарт трубной конической резьбы (Витворта) Британский стандарт трубной конической резьбы (Витворта)
DIN EN 10226-2 и ISO 7-1
для герметичных соединений, работающих под давлением и выполненных на резьбе; конусность 1:16
|
.jpg) Трубная цилиндрическая резьба Трубная цилиндрическая резьба
(Витворта)
DIN EN 10226-1 и ISO 7-1
для герметичных соединений,работающих
под давлением и выполненных на резьбе
|
 Метрическая трапецеидальная резьба, основной шаг Метрическая трапецеидальная резьба, основной шаг
DIN 103
|
 ISO Метрическая резьба ISO Метрическая резьба
DIN 8140-2
для использования проволочной резьбовой вставки
|
 Круглая резьба Rd Круглая резьба Rd
DIN 405
|
Типы отверстий
В основном отверстия подразделяются на два основных типа: глухие (без выхода из материала) и сквозные (с выходом из материала).
Примеры сквозных и глухих отверстий:
*не рекомендуется использование метчиков со спиральной канавкой
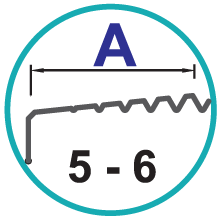
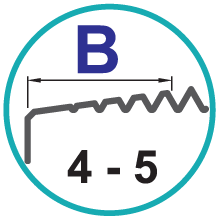
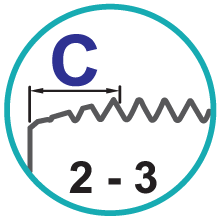
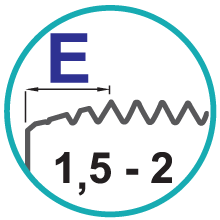
Типы заходной части
Для разных условий обработки применяются метчики с разной длиной заходной части:

Силы, действующие при резьбонарезании
Ниже приведены силы возникающие при резьбонарезании у метчика со спиральной канавкой (рис. А) и с прямой канавкой с подточкой (рис. Б):
 |
 |
 Направление вращения Направление вращения
 Силы резания Силы резания
 Осевые силы Осевые силы
 Радиальные силы Радиальные силы
|
|
рис. А (силы, действующие при использовании метчиков с правой спиралью) |
рис. Б (силы, действующие при использовании метчиков со спиральным забрным конусом) |
|
Это необходимо учесть при использовании плавающих резьбонарезных патронов.
В случае использования метчиков с правой спиралью осевые силы направлены в сторону подачи, что компенсируется продольным растяжением патрона. Это может привести к увеличенному шагу резьбы.
Поэтому значение подачи необходимо назначать приблизительно на 5% меньше от расчетной Vf= n*p (где n частота вращения, p-шаг резьбы).
В случае использования метчиков с левой спиралью или прямыми канавками осевые силы действуют против направления подачи, поэтому рекомендуется использовать расчетное значение подачи.
Точность резьбы
|
Метчик |
Внутренняя резьба, гайка |
Тип соединения |
|
ISO |
DIN |
ANSI/ASME |
|
ISO 1 |
4H |
3B |
4H |
5H |
|
|
|
C натягом |
|
ISO 2 |
6H |
2B |
4G |
5G |
6H |
|
|
По переходной посадке |
|
ISO 3 |
6G |
1B |
|
|
6G |
7H |
8H |
С зазором |
|
|
7G |
|
|
|
|
7G |
8G |
Прослабленное под покрытие |
Классы точности
|
Внутренняя резьба
класс точности H
|
Допуски на метчики |
Допуски на раскатники |
Внутренняя резьба
класс G
|
 |
D2 - средний диаметр, Au- основное отклонение
Для получения стандартного резьбового соединения с переходной посадкой необходимо использовать метчики с допуском ISO 2, 6H или 2В. Метчики с меньшим допуском по ISO 1 (4Н или 3В) позволяют получить соединение с натягом по среднему диаметру резьбы. Метчики с допуском по ISO 3 (6G, 1B) используются в гайках, на которые предполагается нанести покрытие.
Кроме метчиков с допусками 6H, 6G и 7G выпускаются метчики 6HX и 6GX. Буква “X” означает, что данный допуск не является стандартным. Такие метчики применяются в материалах для компенсации эластичной деформации материала. Поле допуска 6H и 6HX одно и то же. Используется такой вид допуска, как правило, в раскатниках.
Допуски на метрическую резьбу по стандарту ISO
 |
|
Внутренняя резьба |
|
Au |
Основное отклонение |
|
D |
Диаметр впадин внутренней резьбы |
|
D1 |
Диаметр вершин внутренней резьбы |
|
D2 |
Средний диаметр |
|
H |
Высота исходного треугольника |
|
P |
Шаг |
|
Td1 |
Допуск D1 |
|
Td2 |
Допуск D2 |
|
a |
Угол профиля |
|
|
Метчик |
|
d |
Диаметр впадин внутренней резьбы
(=D)
|
|
d min |
Диаметр впадин резьбы метчика |
|
d2 |
Средний диаметр |
|
d2 max |
Максимальный средний диаметр |
|
d2 min |
Минимальный средний диаметр |
|
E1 |
Нижнее отклонение d2 |
|
Es |
Верхнее отклонение d2 |
|
E1d |
Нижнее отклонение d |
|
P |
Шаг |
|
R |
Радиус впадины метчика |
|
Td2 |
Допуск на средний диаметр |
|
Ta2 |
Допуск половины угла профиля |
|
a |
Угол профиля |
|
a/2 |
Половина угла профиля
|
|

|
Внутренняя резьба |

|
Метчик |
Использование СОЖ при резьбонарезании
СОЖ или смазочно-охлаждающая жидкость используется для повышения стойкости инструмента и улучшения качества получаемой резьбы.
Основные типы СОЖ
|
Эмульсия
Наиболее широко используемый в промышленности тип СОЖ, используется на всех современных станках с ЧПУ
|
Паста
Данный тип СОЖ используется для нарезания резьб больших размеров и для нарезания резьбы раскатниками.
Паста наносится в ручную.
|
|
Минимальное количество смазки (MQL)
В настоящее время большое распространиние получили различные аэрозоли для подачи через шпиндель современных обрабатывающих центров. Принцип использования минимального кол-ва смазки становится популярным из за своей эффективности и экологической чистоты.
|
Масло
Использование масел для нарезания резьбы позволяет получить высокое качество поверхности резьбы и максимально увеличить стойкость используемого инструмента.
|
Основные рекомендации по испольщованию СОЖ

 Категорически запрещается использование СОЖ при обработке закаленых материалов с твердостью ≥42 HRC! Обработка производится в сухую.
Категорически запрещается использование СОЖ при обработке закаленых материалов с твердостью ≥42 HRC! Обработка производится в сухую.
В противном случае использование СОЖ приведет к поломке инструмента.
Возможные проблемы при нарезании резьбы метчиками и способы их устранения
|
Проблема |
Причина |
Способы устранения |
|
Увеличенный размер резьбового
отверстия (идет не проходной калибр)
|
Неправильное значение осевой подачи |
Возникает, как правило, у спиральных метчиков. При обработке спиральными
метчиками возникают силы в направлении подачи. Необходимо снизить подачу на 5-7%
|
|
Малая скорость резания |
Используйте рекомендованные режимы резания |
|
Выбран неподходящий тип метчика |
Выбрать метчик с меньшим углом спирали либо метчик с подточкой для прямых канавок |
|
Недостаточный подвод СОЖ |
Обеспечить подвод СОЖ в зону резания для уменьшения наростообразования |
|
Ассиметричность метчика и отверстия |
Убедиться в соосности инструмента и отверстия |
|
Неправильный допуск |
Допуск метчика и контрольного образца различны. Выбрать метчик с правильным
допуском
|
|
Уменьшенный размер резьбового
отверстия (проходной калибр
не идет)
|
Выбран неподходящий тип метчика |
Выбрать метчик с меньшим углом спирали либо метчик с подточкой для прямых канавок |
|
Диаметр под резьбу меньше рекомендованного |
Увеличить диаметр отверстия до рекомендованного каталогом (см. рекомендации  ) ) |
|
Недостаточный подвод СОЖ |
Обеспечить подвод СОЖ в зону резания для уменьшения наростообразования и
вымывания стружки из зоны резания
|
|
Неправильный допуск |
Допуск метчика и контрольного образца различны. Выбрать метчик с правильным допуском |
|
В следствие пластической деформации обрабатываемый материал сужается |
Выбрать метчик, следуя рекомендациям каталога |
|
Выкрашивание режущих кромок
|
Недостаточный подвод СОЖ |
Обеспечить подвод СОЖ в зону резания для уменьшения наростообразования |
|
Утыкание метчика в дно отверстия |
Увеличить глубину отверстия (если возможно). Использовать метчик с более короткой заходной частью. Уменьшить глубину резьбы |
|
Заклинивание стружки при нарезании метчиками со спиральной канавкой на выходе из отверстия |
Нарезать резьбу в отверстии без фаски. Заходную фаску делать после обработки резьбы |
|
Наклеп |
Использовать метчик с износостойким покрытием. Увеличить СОЖ. Уменьшить скорость резания |
|
Малый диаметр отверстия под резьбу |
Увеличить диаметр отверстия до рекомендованного |
|
Поломка метчика |
Сильный износ, приводящий к увеличению крутящего момента |
Своевременно менять инструмент на новый (переточенный) |
|
Недостаточный подвод СОЖ |
Обеспечить подвод СОЖ в зону резания
для уменьшения наростообразования
|
|
Утыкание метчика в дно отверстия |
Увеличить глубину отверстия (если возможно). Использовать метчик с
более короткой заходной частью.
Уменьшить глубину резьбы.
Использовать резьбонарезные патроны с компенсацией на сжатие/растяжение
|
|
Малый диаметр отверстия под резьбу |
Увеличить диаметр отверстия до
рекомендованного
|
|
Высокая скорость обработки |
Оптимизировать скорость резания |
|
Быстрый износ |
Высокая скорость обработки |
Уменьшить скорость резания |
|
Недостаточный подвод СОЖ |
Обеспечить подвод СОЖ в зону резания для уменьшения наростообразования |
|
Нарост на инструменте
|
Неправильный тип метчика |
Использовать метчик с большим углом затыловки. Для мягких материалов использовать метчики с полированными канавками |
|
Маленькая скорость резания |
Пользуйтесь рекомендованными режимами резания |
|
Недостаточный подвод СОЖ |
Обеспечить подвод СОЖ в зону резания для уменьшения наростообразования |
|
Неправильный тип покрытия или его отсутствие |
Для мягких материалов использовать метчики без покрытия (для Al сплавов при содержании Si<12%).
Для нержавеющих и мягких сталей - тип покрытия V
|
|
Поверхность резьбы рваная
|
Высокая скорость резания |
Оптимизировать скорость резания |
|
Нарост на режущей кромке |
См. нарост на инструменте |
|
Плохое удаление стружки из зоны резания |
Использовать метчик с соответствующей геометрией канавки |
Материалы, используемые для изготовления метчиков
Компания НПО «СТАМО» использует только высококачественные материалы для изготовления резьбонарезного инструмента.
Весь материал проходит 100% входной контроль качества.
В зависимости от необходимой задачи в основной материал добавляются такие вещества как:
Вольфрам, молибден: увеличивающие сопротивление к износу и повышающие термостойкость;
Кобальт: увеличение твердости и износостойкости при высоких температурах;
Ванадий: увеличение износостойкости.
Наши инженеры постоянно работают над улучшением параметров изготавливаемого инструмента, применяя новые технологии и материалы.
|
Материал метчика, раскатника |
Описание |
|
HSS |
Стандартная высококачественная быстрорежущая сталь. Универсальное применение. |
|
HSSE, HSSV3 |
Улучшенная быстрорежущая сталь, обладающая высокой износостойкостью и стабильностью режущей части |
|
HSSP (HSSCO) |
Кобальтосодержащая быстрорежущая сталь. Обладает высокой твердостью при высоких температурах. |
|
HSS-E-PM
PM1,PM3
|
Порошковая быстрорежущая сталь. Обладает плотной и однородной структурой. Имеет высокую теплостойкость и прочность режущей части. |
|
MDI/HM |
Твердый сплав. Высокая прочность и стойкость. Для работы по материалам имеющим высокую твердость 45-62 HRC |
Основные типы покрытий
Возможно нанесение других типов покрытий по требованию Заказчика
|
Покрытие |
Микротвердость
HV 0,05
|
Коэффициент сопротивления |
Максимальная рабочая температура |
Описание |
 |
400 |
- |
- |
Обработка перегретым паром.
Покрытие обеспечивает защитные антикоррозийные свойства. Оптимизирует отвод стружки.
|
 |
2300 |
0,4 |
600 |
Нитрид титана.
Позволяет достичь высокой твердости режущей кромки, сохраняя низкий коэффициент трения. Увеличивает стойкость инструмента и позоляет работать на более высоких скоростях резания, чем на инструменте без покрытия
|
 |
3000 |
0,4 |
400 |
Карбо нитрид титана.
Используется для обработки абразивных материалов, никелевых и титановых сплавов.
|
 |
1600 |
- |
- |
Нитрид циркония.
Покрытие обладает низким коэффициентом трения. В основном примененяется для алюминия и алюминиевых сплавов. Помогает избежать “налипания” материала на инструмент.
|
 |
1600 |
0,15 |
380 |
Улучшенная обработка перегретым паром. В основном используется на универсальных метчиках. |
 |
2300 |
0,15 |
600 |
Азотирование.
Основное применение данного покрытия - обработка материалов с мелкой стружкой (например серый чугун).
|
 |
2300 |
0,15 |
600 |
Tin-X Plus.
Новое покрытие для материалов со среднем и низким коэффициентом сопротивления.
|
 |
3500 |
0,15 |
850 |
Комбинированное покрытие (Tinalox+Carbon).
Используется для глубоких отверстий. Хорошо подходит для обработки нержавеющих сталей.
|
Термины

|
L1 |
Общая длина, мм |
|
di |
Внутренний диаметр, мм |
|
L2 |
Длина калибрующей части, мм |
|
d5 |
Диаметр сердцевины, мм |
|
L4 |
Длина заходной части, мм |
|
T |
Ширина спинки зуба, мм |
|
L3 |
Рабочая длина, мм |
|
α |
Угол профиля резьбы |
|
L |
Длина квадрата хвостовика, мм |
|
γ1 |
Передний угол |
|
P |
Шаг |
|
γ |
Передний угол спирали |
|
S |
Длина канавок, мм |
|
β |
Угол заборной части |
|
d1 |
Номинальный диаметр, мм |
|
ε |
Угол наклона стружечной канавки |
|
d2 |
Диаметр хвостовика, мм |
|
Δ |
Угол затыловки |
|
d4 |
Диаметр шейки, мм |
|
Δ1 |
Угол затыловки среднего диаметра |
|
d3 |
Диаметр заходной части, мм |
|
a |
Квадрат |
|
dm |
Средний диаметр, мм |
|
φ |
Угол спиральной подточки
|






